安装注意事项
一.施工人员应了解内衬(覆)不锈钢复合钢管、管件生产工艺,熟悉内衬(覆)不锈钢复合钢管的性能,掌握基本操作技能。
二.内衬(覆)不锈钢复合钢管安装可采用下列机具进行切断、压槽、套丝、焊接:
1 电动圆盘锯。2 砂轮切割机。3 自动套丝机。4 滚槽机。5 弯管机。6 手工氩弧焊接设备和气体保护装置。7 手工电弧焊接设备。 8 管材钻孔机。
三.内衬(覆)不锈钢复合钢管施工应符合现行国家标准《给水排水管道施工及验收规范》GB 50268的有关规定,施工程序应符合下列规定:
室内埋地管应在底层土建地坪施工前安装在地坪下; 室内埋地管道安装至外墙外距离不宜小于500mm,管口应及时封堵; 管道安装宜从大口径管道逐渐接驳接到小口径管道。
四.管道穿越楼板、墙壁、屋面及嵌墙敷设时,应配合土建留洞、留槽、并做好防腐。墙槽表面应平整、无尖角等突出物,留洞、留槽尺寸应符合下列规定:
预留洞孔尺寸应为管道外径加40mm;管道嵌墙内暗敷时,管槽宽度可为管道外径加30mm;管槽深度可为管道外径加20mm,管道墙内暗敷做好防腐。
五.管道公称通径不大于50mm时可用弯管机冷弯,其弯曲曲率半径不得小于8倍管径,弯曲角度不得大于10°。
六.丝接/沟槽管道连接前切管主要事项:
1 切管宜采用电动带锯机、电动圆锯机、砂轮切割机切割,不得采用滚刀切割,采用滚刀切割会破坏内衬的不锈钢。
2 切管时,其锯面应垂直于管轴线,端面应采用砂轮磨光,去除毛疵。
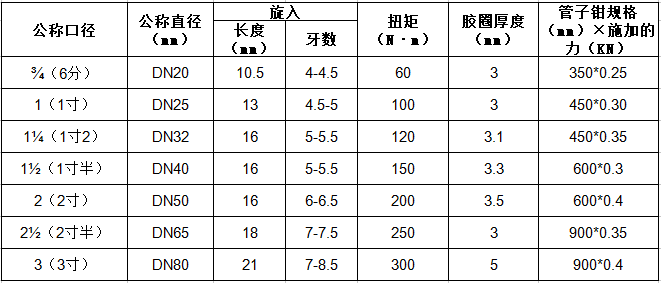
六.管材套丝标准旋入牙数及紧固扭

管材套丝注意事项

管材与螺纹管件连接注意事项
1.与管体螺纹连接可采用内衬不锈钢可锻铸铁管件或内衬不锈钢碳钢管件、螺纹连接用不锈钢铸造管件、锻制螺纹管件;但管件和管体螺纹连接后,管件应有硅胶密封止水圈,公称直径15-100mm。
2.管材与内衬不锈钢可锻铸铁管件连接前,应检查管件内密封圈。然后将管件用手捻上管端外螺纹,在确认配件接口已插入内衬(覆)不锈钢复合钢管后,用管钳进行管子与管件的连接。
3.进行连接时,不得逆向旋转。管材与管件连接后,外露的螺纹部分及所有钳痕和表面损伤的部位应涂防腐胶或缠绕防腐密封带。
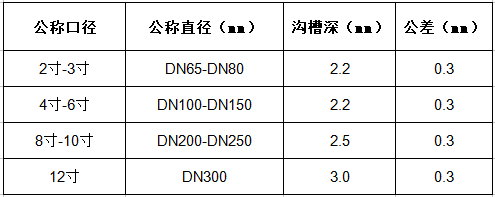
七.管材与沟槽管件连接
1.沟槽连接方式可适用于公称直径不小于65mm的内衬(覆)不锈钢复合钢管的连接。
2.沟槽式管接头应符合国家现行标准《自动喷水灭火系统 第11部分:沟槽式管接件》GB 5135.11和《沟槽式管接头》CJ/T 156的有关规定,管道系统的工作压力不得大于沟槽式管接头的公称压力或标称的允许工作压力。

管材与沟槽管件连接注意事项
1.应采用成品沟槽式管件和附件;
2.沟槽加工、接头安装和支(吊)架设置应符合现行协会标准《沟槽式连接管道工程技术规程》CECS 151的有关规定。
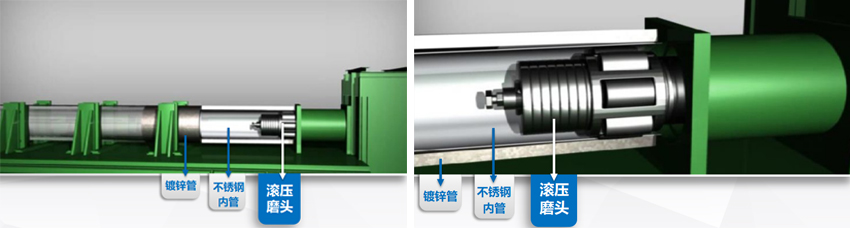
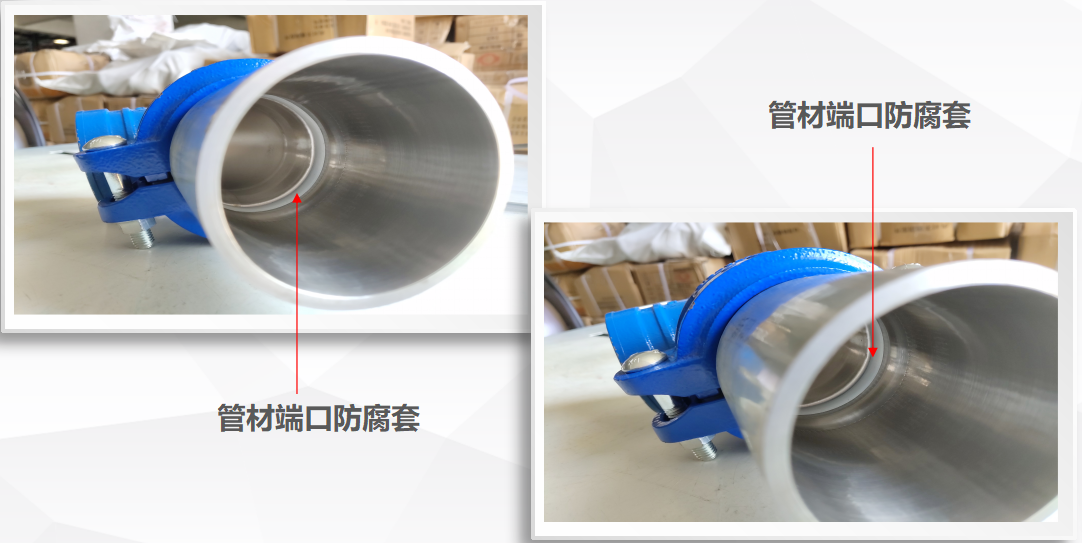
3.沟槽连接时应对管道端口滚槽、切割后的管道端面采取防腐措施,复合钢管端面应有硅胶防腐胶圈
管材切割注意事项
管道切割应采用电动圆锯机、电动带锯机、砂轮切割机或锯床(DN200以上)等机械切割方法。不得使用滚刀机切割,破坏内衬不锈钢。切割时应按配管图先标定管道外径。管材的切口端面应垂直于管轴线,沟槽管口端面应使用硅胶防腐密封圈。防腐密封圈与硅胶粘合剂的结合,有效的防止了管材端口双金属腐蚀。